Proveedor de metralla de precisión de estampación continua
- PRODUCT DETAIL
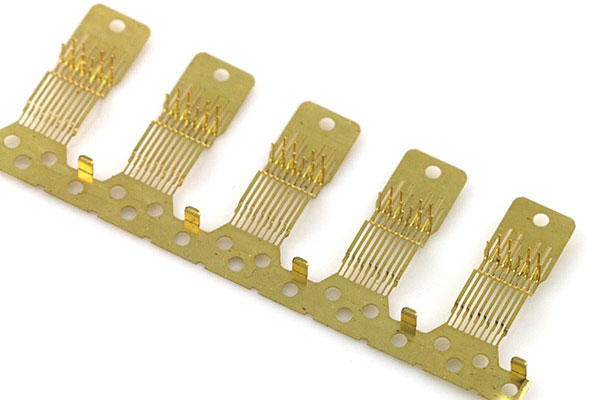
El estampado continuo de metal en matriz se refiere al uso de materias primas de estampado en forma de tira durante el proceso de estampado de la prensa. En un par de moldes, se utilizan varias estaciones diferentes para completar simultáneamente el troquel de estampado en frío para múltiples procesos de estampado. Cada vez que se estampa el troquel, la cinta de material se mueve a una distancia fija hasta que se completa la metralla de precisión.
Troquel de estampado progresivo posicionado con pasadores guía
La siguiente imagen es un troquel progresivo para punzonado y corte con un pasador guía de distancia fija. La distancia entre el punzón de perforación 3 y el punzón de corte 4 es el paso de alimentación. Al trabajar, comience con el pasador de tope para limitar la posición inicial de la tira y haga los dos agujeros en la primera pieza. Después de que el pasador de tope inicial se restablece bajo la acción del resorte, la tira avanza un paso más y el pasador de tope fijo se usa para un posicionamiento aproximado. Al realizar el corte, se utilizan dos pasadores de guía instalados en el punzón de corte para un posicionamiento preciso. Asegúrese de la precisión de la posición relativa del agujero en la metralla terminal y la forma. Durante el corte, se perforan dos agujeros más en la estación de punzonado, de modo que el punzonado se realiza gradualmente hasta que se perfora la tira o tira. El ajuste del pasador guía y el punzón ciego en el troquel progresivo es H7 / r6, y su conexión debe garantizar que sea fácil de montar y desmontar al afilar el punzón. Por lo tanto, el orificio del punzón ciego para instalar el pasador guía es un orificio pasante. La forma de la cabeza del pasador guía debe facilitar la inserción del orificio perforado durante la guía, y debe haber un pequeño espacio entre éste y el orificio.
Este tipo de método de distancia fija se utiliza principalmente para perforar hojas más gruesas, agujeros en las piezas perforadas y metralla terminal con una precisión inferior a ITl2. No es adecuado para materiales blandos o piezas ciegas con un grosor inferior a 0,3 mm, y no es adecuado para piezas ciegas con un diámetro de orificio inferior a 1,5 mm o un punzón ciego pequeño.
Con este tipo de molde progresivo, cuando la forma de la pieza elástica terminal no es adecuada para colocarla con el pasador guía, se puede perforar el orificio de proceso de la parte de desecho de la tira. Utilice los pasadores guía instalados en la placa fija del punzón para realizar la guía.
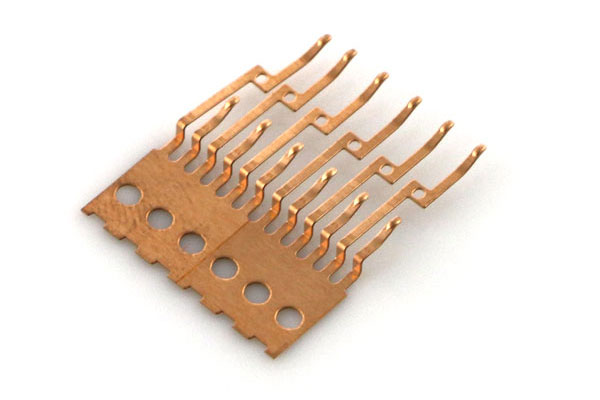
Metralla de metal de estampación progresiva
Si la metralla de hardware adopta un troquel continuo de múltiples estaciones, debe considerar los siguientes aspectos:
(1) Diseño, producción y mantenimiento de moldes continuos
La estructura del molde continuo de múltiples estaciones es bastante complicada y la precisión de fabricación es mucho mayor que la del molde general. Después de la producción de cada lote, se debe revisar, afilar y probar antes de almacenarlo para su uso. Algunos punzones pequeños deben reemplazarse a tiempo después de que los insertos estén desgastados o dañados. Para la matriz continua de múltiples estaciones para doblar, embutir y formar, al afilar el borde del punzón y la matriz, la altura relativa de otras partes debe corregirse al mismo tiempo. Para el troquel continuo de múltiples estaciones para doblar, embutir y formar, la altura del punzón y del troquel suele ser diferente, por lo que la diferencia relativa requerida por el diseño original debe mantenerse después del afilado. Debe tener un cierto nivel técnico de trabajadores de mantenimiento y los equipos especiales más sofisticados necesarios.
(2) Equipo de estampado aplicable
El equipo de estampación utilizado por la matriz progresiva debe tener suficiente resistencia, rigidez, potencia, precisión, una gran superficie de trabajo y un sistema de frenado confiable. La carrera del punzón no debe ser demasiado grande para garantizar que el sistema de guía del juego de matrices progresivas no se desenganche cuando esté funcionando. Generalmente, el trabajo debe realizarse por debajo del 80% de la presión nominal del equipo de estampado. La matriz progresiva de estaciones múltiples debe estar equipada con un mecanismo de detección de fallas en la alimentación de tiras. Después de que el mecanismo de detección envía una señal, el sistema de frenos debe poder detener la prensa inmediatamente para evitar daños en el molde o la máquina herramienta.
(3) Buenos materiales de estampado de metal
En el proceso de troquelado progresivo, no se puede realizar un recocido intermedio y es inconveniente aumentar la lubricación durante el procesamiento. Por tanto, las propiedades mecánicas de los materiales de estampación deben ser relativamente estables. Cada lote de materiales que ingresa a la fábrica debe ser probado e inspeccionado de acuerdo con las regulaciones;
El troquelado progresivo tiene mayores exigencias en cuanto a las tolerancias de ancho y espesor de las tiras utilizadas, así como la planitud de los bordes, ya que afectarán directamente el efecto de punzonado y la alimentación de la tira.
(4) Las piezas de estampación deben ser adecuadas para el troquelado progresivo de varias estaciones.
1. La salida y el lote de piezas de metralla de hardware procesadas deben ser lo suficientemente grandes.
2. Las propiedades del material de la matriz progresiva de estaciones múltiples son más bajas que las de otras matrices.
3. El error acumulativo entre la precisión de la alimentación y cada paso del proceso no reducirá la precisión de la metralla de precisión.
4. La forma de la metralla de precisión es complicada y no es fácil ubicar las piezas después del punzonado, el troquel progresivo multiestación es el más ideal.
Troquel de estampado continuo
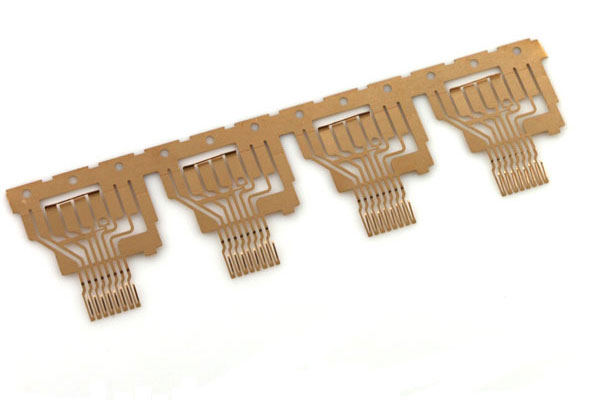
Troquel continuo (también conocido como troquel progresivo) se refiere al proceso de estampado en el que la máquina de estampación completa varios procedimientos en varias posiciones diferentes en un solo golpe. La metralla de precisión se forma gradualmente en un molde continuo. La estampación continua es un proceso de estampación con procesos concentrados, que puede completar diversos procesos como recortado, corte, ranurado, punzonado, deformación plástica, blanking, etc., en un solo molde. De acuerdo con las necesidades reales de metralla de precisión de punzonado, se organizan varios procesos de estampado (llamados estaciones en el troquel progresivo) en un orden determinado para el estampado continuo. No solo puede completar el proceso de corte, sino también completar el proceso de formación e incluso completar el proceso de ensamblaje del conector. Muchas piezas de estampación complejas que requieren estampación multiproceso se pueden formar completamente en un par de moldes, lo que proporciona condiciones favorables para la estampación automática de alta velocidad. Se puede observar que la matriz continua es una matriz de punzonado con muchas estaciones y alta eficiencia.
Debido a la gran cantidad de estaciones en matrices de estampado progresivo, es necesario resolver el problema del posicionamiento preciso de las tiras o tiras para garantizar la calidad de las piezas de estampado. Según las características de las piezas de posicionamiento progresivo del molde, presenta las siguientes estructuras típicas:
Troquel de estampado progresivo posicionado con pasadores guía
La siguiente imagen es un troquel progresivo para punzonado y corte con un pasador guía de distancia fija. La distancia entre el punzón de perforación 3 y el punzón de corte 4 es el paso de alimentación. Al trabajar, comience con el pasador de tope para limitar la posición inicial de la tira y haga los dos agujeros en la primera pieza. Después de que el pasador de tope inicial se restablece bajo la acción del resorte, la tira avanza un paso más y el pasador de tope fijo se usa para un posicionamiento aproximado. Al realizar el corte, se utilizan dos pasadores de guía instalados en el punzón de corte para un posicionamiento preciso. Asegúrese de la precisión de la posición relativa del agujero en la metralla terminal y la forma. Durante el corte, se perforan dos agujeros más en la estación de punzonado, de modo que el punzonado se realiza gradualmente hasta que se perfora la tira o tira. El ajuste del pasador guía y el punzón ciego en el troquel progresivo es H7 / r6, y su conexión debe garantizar que sea fácil de montar y desmontar al afilar el punzón. Por lo tanto, el orificio del punzón ciego para instalar el pasador guía es un orificio pasante. La forma de la cabeza del pasador guía debe facilitar la inserción del orificio perforado durante la guía, y debe haber un pequeño espacio entre éste y el orificio.
Este tipo de método de distancia fija se utiliza principalmente para perforar hojas más gruesas, agujeros en las piezas perforadas y metralla terminal con una precisión inferior a ITl2. No es adecuado para materiales blandos o piezas ciegas con un grosor inferior a 0,3 mm, y no es adecuado para piezas ciegas con un diámetro de orificio inferior a 1,5 mm o un punzón ciego pequeño.
Con este tipo de molde progresivo, cuando la forma de la pieza elástica terminal no es adecuada para colocarla con el pasador guía, se puede perforar el orificio de proceso de la parte de desecho de la tira. Utilice los pasadores guía instalados en la placa fija del punzón para realizar la guía.
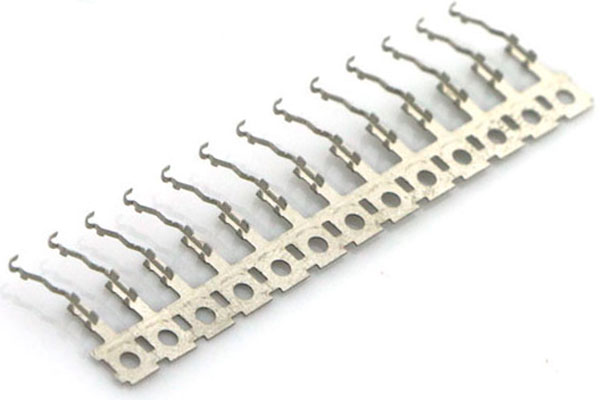
Metralla de metal de estampación progresiva
Si la metralla de hardware adopta un troquel continuo de múltiples estaciones, debe considerar los siguientes aspectos:
(1) Diseño, producción y mantenimiento de moldes continuos
La estructura del molde continuo de múltiples estaciones es bastante complicada y la precisión de fabricación es mucho mayor que la del molde general. Después de la producción de cada lote, se debe revisar, afilar y probar antes de almacenarlo para su uso. Algunos punzones pequeños deben reemplazarse a tiempo después de que los insertos estén desgastados o dañados. Para la matriz continua de múltiples estaciones para doblar, embutir y formar, al afilar el borde del punzón y la matriz, la altura relativa de otras partes debe corregirse al mismo tiempo. Para el troquel continuo de múltiples estaciones para doblar, embutir y formar, la altura del punzón y del troquel suele ser diferente, por lo que la diferencia relativa requerida por el diseño original debe mantenerse después del afilado. Debe tener un cierto nivel técnico de trabajadores de mantenimiento y los equipos especiales más sofisticados necesarios.
(2) Equipo de estampado aplicable
El equipo de estampación utilizado por la matriz progresiva debe tener suficiente resistencia, rigidez, potencia, precisión, una gran superficie de trabajo y un sistema de frenado confiable. La carrera del punzón no debe ser demasiado grande para garantizar que el sistema de guía del juego de matrices progresivas no se desenganche cuando esté funcionando. Generalmente, el trabajo debe realizarse por debajo del 80% de la presión nominal del equipo de estampado. La matriz progresiva de estaciones múltiples debe estar equipada con un mecanismo de detección de fallas en la alimentación de tiras. Después de que el mecanismo de detección envía una señal, el sistema de frenos debe poder detener la prensa inmediatamente para evitar daños en el molde o la máquina herramienta.
(3) Buenos materiales de estampado de metal
En el proceso de troquelado progresivo, no se puede realizar un recocido intermedio y es inconveniente aumentar la lubricación durante el procesamiento. Por tanto, las propiedades mecánicas de los materiales de estampación deben ser relativamente estables. Cada lote de materiales que ingresa a la fábrica debe ser probado e inspeccionado de acuerdo con las regulaciones;
El troquelado progresivo tiene mayores exigencias en cuanto a las tolerancias de ancho y espesor de las tiras utilizadas, así como la planitud de los bordes, ya que afectarán directamente el efecto de punzonado y la alimentación de la tira.
(4) Las piezas de estampación deben ser adecuadas para el troquelado progresivo de varias estaciones.
1. La salida y el lote de piezas de metralla de hardware procesadas deben ser lo suficientemente grandes.
2. Las propiedades del material de la matriz progresiva de estaciones múltiples son más bajas que las de otras matrices.
3. El error acumulativo entre la precisión de la alimentación y cada paso del proceso no reducirá la precisión de la metralla de precisión.
4. La forma de la metralla de precisión es complicada y no es fácil ubicar las piezas después del punzonado, el troquel progresivo multiestación es el más ideal.








