Lieferant von Praezision Schrapnellen für kontinuierliches Stanzen
- PRODUCT DETAIL
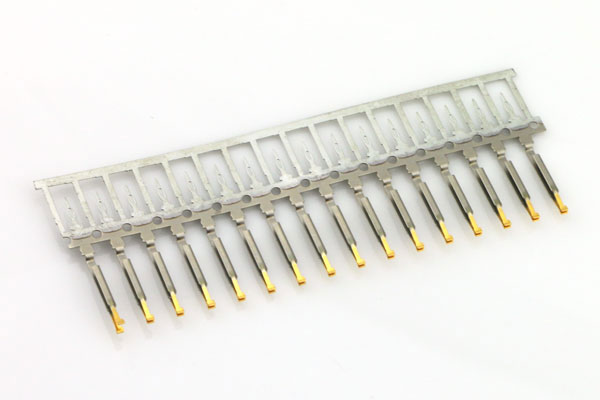
Kontinuierlicher Matrize Metall-Stanzen bezieht sich auf die Verwendung von streifenförmigen Rohmaterialien während des Stanzprozesses der Presse Stanzen. Bei einem Formenpaar werden mehrere verschiedene Stationen verwendet, um die Kaltprägeform für mehrere Stanzvorgänge gleichzeitig zu vervollständigen. Jedes Mal, wenn die Matrize gestanzt wird, bewegt sich der Materialgürtel in einem festen Abstand, bis der Präzisionsschrapnell fertig ist.
Progressives Stempeln
Beim progressiven Stempeln handelt es sich um einen Stanzvorgang, bei dem mit Stanzgeräten mehrere Vorgänge an mehreren unterschiedlichen Positionen gleichzeitig ausgeführt werden. Der Präzisionsschrapnell wird allmählich in einer kontinuierlichen Form geformt. Das kontinuierliche Stanzen ist ein Stanzprozess mit konzentrierten Prozessen, der verschiedene Prozesse wie Trimmen, Schneiden, Einstechen, Stanzen, plastische Verformung, Stanzen usw. auf einer einzigen Form ausführen kann. Entsprechend den tatsächlichen Anforderungen an Stanzpräzisionsschrapnelle werden eine Reihe von Stanzvorgängen (Stationen in der progressiven Matrize genannt) in einer bestimmten Reihenfolge für das kontinuierliche Stanzen angeordnet. Es kann nicht nur den Austastvorgang abschließen, sondern auch den Umformprozess und sogar den Verbindungsmontageprozess abschließen. Viele komplexe Stanzteile, die ein Mehrprozessprägen erfordern, können vollständig auf einem Formenpaar geformt werden, was günstige Bedingungen für das automatische Hochgeschwindigkeitsstanzen bietet. Es ist ersichtlich, dass die kontinuierliche Matrize eine Stanzmatrize mit vielen Stationen und hohem Wirkungsgrad ist.
Diese Art der Methode mit festem Abstand wird hauptsächlich zum Stanzen von dickeren Blechen, Löchern in den Stanzteilen und Endschrapnellen mit einer Genauigkeit von weniger als ITl2 verwendet. Es ist nicht geeignet für weiche Materialien oder Stanzteile mit einer Dicke von weniger als 0,3 mm und nicht für Stanzteile mit einem Lochdurchmesser von weniger als 1,5 mm oder einen kleinen Stanzstempel.
Wenn bei dieser Art von progressiver Form die Form des elastischen Endstücks nicht zum Positionieren mit dem Führungsstift geeignet ist, kann das Prozessloch aus dem Abfallteil auf dem Streifen ausgestanzt werden. Verwenden Sie die Führungsstifte, die auf der festen Platte des Stempels installiert sind, um die Führung auszuführen.

(2) Anwendbar Stanzen Ausrüstung
Die von der progressiven Matrize verwendete Stanzausrüstung sollte eine ausreichende Festigkeit, Steifigkeit, Kraft, Präzision, eine große Arbeitsfläche und ein zuverlässiges Bremssystem aufweisen. Der Hub des Stempels sollte nicht zu groß sein, um sicherzustellen, dass sich das progressive Werkzeugsatz-Führungssystem nicht löst, wenn es funktioniert. Im Allgemeinen sollten Arbeiten unter 80% des Nenndrucks der Stanzausrüstung ausgeführt werden. Die Mehrstationen-Progressivmatrize sollte mit einem Erkennungsmechanismus für Streifenzufuhrfehler ausgestattet sein. Nachdem der Erkennungsmechanismus ein Signal gesendet hat, muss das Bremssystem die Presse sofort anhalten können, um Schäden an der Form oder der Werkzeugmaschine zu vermeiden.
(3) gute Metall-Stanz Materialien
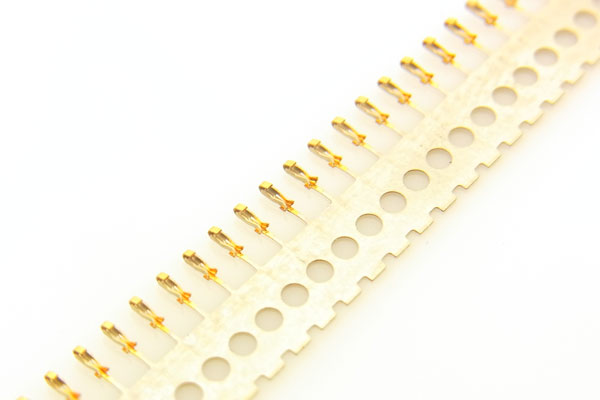
Beim progressiven Stanzen kann kein Zwischenglühen durchgeführt werden, und es ist unpraktisch, die Schmierung während der Verarbeitung zu erhöhen. Daher müssen die mechanischen Eigenschaften von Stanzmaterialien relativ stabil sein. Jede Materialcharge, die in das Werk gelangt, muss gemäß den Vorschriften geprüft und inspiziert werden.
Beim progressiven Stanzen werden höhere Anforderungen an die Breiten- und Dickentoleranzen der verwendeten Streifen sowie an die Ebenheit der Kanten gestellt, da sie den Stanzeffekt und die Zuführung des Streifens direkt beeinflussen.
(4) Stanzteile sollten für progressives Stanzen mit mehreren Stationen geeignet sein
1. Die Ausgabe und Charge der verarbeiteten Hardware-Splitterteile sollte groß genug sein.
2. Die Materialeigenschaften der Mehrstations-Progressivdüse sind niedriger als bei anderen Düsen.
3. Der akkumulierte Fehler zwischen der Vorschubgenauigkeit und jedem Prozessschritt verringert nicht die Präzision des Präzisionsschrapnells.
4. Die Form des Präzisionsschrapnells ist kompliziert und es ist nicht einfach, die Teile nach dem Stanzen zu lokalisieren. Die progressive Matrize mit mehreren Stationen ist die idealste.
Progressives Stempeln
Aufgrund der großen Anzahl von Stationen in progressiven Stanzwerkzeugen ist es notwendig, das Problem der genauen Positionierung von Streifen oder Streifen zu lösen, um die Qualität der Stanzteile sicherzustellen. Entsprechend den Eigenschaften progressiver Formpositionierungsteile weist es die folgenden typischen Strukturen auf:

Progressive Stanzform mit Führungsstiften positioniert
Das Bild unten ist eine progressive Matrize zum Stanzen und Stanzen mit einem festen Abstand des Führungsstifts. Der Abstand zwischen dem Stanzstempel 3 und dem Stanzstempel 4 ist der Vorschubschritt. Beginnen Sie bei der Arbeit mit dem Anschlagstift, um die Ausgangsposition des Streifens zu begrenzen, und stanzen Sie die beiden Löcher in das erste Stück. Nachdem der anfängliche Anschlagstift unter der Wirkung der Feder zurückgesetzt wurde, wird der Streifen einen Schritt weiter zugeführt und der feste Anschlagstift wird zur groben Positionierung verwendet. Beim Stanzen werden zwei am Stanzstempel angebrachte Führungsstifte zur präzisen Positionierung verwendet. Stellen Sie die relative Positionsgenauigkeit des Lochs im Splitter und der Form sicher. Während des Stanzens werden zwei weitere Löcher in die Stanzstation ausgestanzt, so dass das Stanzen allmählich durchgeführt wird, bis der Streifen oder der Streifen ausgestanzt ist. Der Sitz des Führungsstifts und des Stanzstempels in der progressiven Matrize ist H7 / r6, und seine Verbindung sollte sicherstellen, dass es beim Schleifen des Stempels leicht zu montieren und zu demontieren ist. Daher ist das Loch für den Stanzstempel zum Installieren des Führungsstifts ein Durchgangsloch. Die Form des Kopfes des Führungsstifts sollte das Einführen des gestanzten Lochs während der Führung erleichtern, und es sollte ein kleiner Spalt zwischen ihm und dem Loch bestehen.
Progressive Stanzform mit Führungsstiften positioniert
Das Bild unten ist eine progressive Matrize zum Stanzen und Stanzen mit einem festen Abstand des Führungsstifts. Der Abstand zwischen dem Stanzstempel 3 und dem Stanzstempel 4 ist der Vorschubschritt. Beginnen Sie bei der Arbeit mit dem Anschlagstift, um die Ausgangsposition des Streifens zu begrenzen, und stanzen Sie die beiden Löcher in das erste Stück. Nachdem der anfängliche Anschlagstift unter der Wirkung der Feder zurückgesetzt wurde, wird der Streifen einen Schritt weiter zugeführt und der feste Anschlagstift wird zur groben Positionierung verwendet. Beim Stanzen werden zwei am Stanzstempel angebrachte Führungsstifte zur präzisen Positionierung verwendet. Stellen Sie die relative Positionsgenauigkeit des Lochs im Splitter und der Form sicher. Während des Stanzens werden zwei weitere Löcher in die Stanzstation ausgestanzt, so dass das Stanzen allmählich durchgeführt wird, bis der Streifen oder der Streifen ausgestanzt ist. Der Sitz des Führungsstifts und des Stanzstempels in der progressiven Matrize ist H7 / r6, und seine Verbindung sollte sicherstellen, dass es beim Schleifen des Stempels leicht zu montieren und zu demontieren ist. Daher ist das Loch für den Stanzstempel zum Installieren des Führungsstifts ein Durchgangsloch. Die Form des Kopfes des Führungsstifts sollte das Einführen des gestanzten Lochs während der Führung erleichtern, und es sollte ein kleiner Spalt zwischen ihm und dem Loch bestehen.
Wenn bei dieser Art von progressiver Form die Form des elastischen Endstücks nicht zum Positionieren mit dem Führungsstift geeignet ist, kann das Prozessloch aus dem Abfallteil auf dem Streifen ausgestanzt werden. Verwenden Sie die Führungsstifte, die auf der festen Platte des Stempels installiert sind, um die Führung auszuführen.
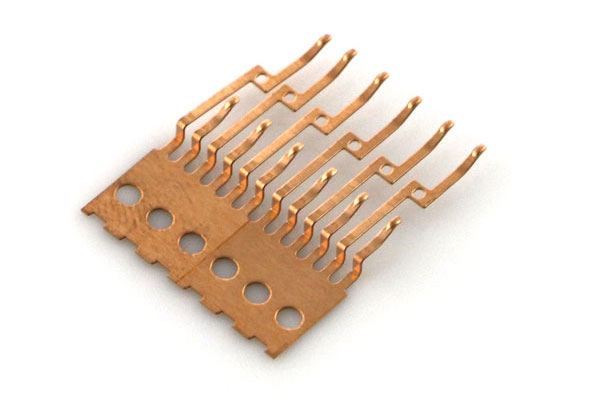
Progressiver Stanzstempel aus Metall
Ob der Hardware-Splitter einen kontinuierlichen Chip mit mehreren Stationen verwendet, sollte die folgenden Aspekte berücksichtigen:
(1) Entwurf, Herstellung und Wartung von Endlosformen
Die Struktur der Mehrstationen-Endlosform ist ziemlich kompliziert und die Herstellungsgenauigkeit ist viel höher als die der allgemeinen Form. Nach jeder Serienproduktion muss sie überholt, geschärft und getestet werden, bevor sie zur Verwendung eingelagert wird. Einige kleine Stempel müssen rechtzeitig ausgetauscht werden, nachdem die Einsätze abgenutzt oder beschädigt sind. Bei der mehrstufigen kontinuierlichen Matrize zum Biegen, Tiefziehen und Formen sollte beim Schärfen der Kante von Stempel und Matrize gleichzeitig die relative Höhe anderer Teile korrigiert werden. Bei der mehrstufigen kontinuierlichen Matrize zum Biegen, Tiefziehen und Formen ist die Höhe des Stempels und der Matrize häufig unterschiedlich, so dass der relative Unterschied, der für die ursprüngliche Konstruktion erforderlich ist, nach dem Schärfen beibehalten werden muss. Muss über ein bestimmtes technisches Niveau an Wartungspersonal und die erforderliche ausgefeiltere Spezialausrüstung verfügen.
Ob der Hardware-Splitter einen kontinuierlichen Chip mit mehreren Stationen verwendet, sollte die folgenden Aspekte berücksichtigen:
(1) Entwurf, Herstellung und Wartung von Endlosformen
Die Struktur der Mehrstationen-Endlosform ist ziemlich kompliziert und die Herstellungsgenauigkeit ist viel höher als die der allgemeinen Form. Nach jeder Serienproduktion muss sie überholt, geschärft und getestet werden, bevor sie zur Verwendung eingelagert wird. Einige kleine Stempel müssen rechtzeitig ausgetauscht werden, nachdem die Einsätze abgenutzt oder beschädigt sind. Bei der mehrstufigen kontinuierlichen Matrize zum Biegen, Tiefziehen und Formen sollte beim Schärfen der Kante von Stempel und Matrize gleichzeitig die relative Höhe anderer Teile korrigiert werden. Bei der mehrstufigen kontinuierlichen Matrize zum Biegen, Tiefziehen und Formen ist die Höhe des Stempels und der Matrize häufig unterschiedlich, so dass der relative Unterschied, der für die ursprüngliche Konstruktion erforderlich ist, nach dem Schärfen beibehalten werden muss. Muss über ein bestimmtes technisches Niveau an Wartungspersonal und die erforderliche ausgefeiltere Spezialausrüstung verfügen.
(2) Anwendbar Stanzen Ausrüstung
Die von der progressiven Matrize verwendete Stanzausrüstung sollte eine ausreichende Festigkeit, Steifigkeit, Kraft, Präzision, eine große Arbeitsfläche und ein zuverlässiges Bremssystem aufweisen. Der Hub des Stempels sollte nicht zu groß sein, um sicherzustellen, dass sich das progressive Werkzeugsatz-Führungssystem nicht löst, wenn es funktioniert. Im Allgemeinen sollten Arbeiten unter 80% des Nenndrucks der Stanzausrüstung ausgeführt werden. Die Mehrstationen-Progressivmatrize sollte mit einem Erkennungsmechanismus für Streifenzufuhrfehler ausgestattet sein. Nachdem der Erkennungsmechanismus ein Signal gesendet hat, muss das Bremssystem die Presse sofort anhalten können, um Schäden an der Form oder der Werkzeugmaschine zu vermeiden.
(3) gute Metall-Stanz Materialien
Beim progressiven Stanzen kann kein Zwischenglühen durchgeführt werden, und es ist unpraktisch, die Schmierung während der Verarbeitung zu erhöhen. Daher müssen die mechanischen Eigenschaften von Stanzmaterialien relativ stabil sein. Jede Materialcharge, die in das Werk gelangt, muss gemäß den Vorschriften geprüft und inspiziert werden.
Beim progressiven Stanzen werden höhere Anforderungen an die Breiten- und Dickentoleranzen der verwendeten Streifen sowie an die Ebenheit der Kanten gestellt, da sie den Stanzeffekt und die Zuführung des Streifens direkt beeinflussen.
(4) Stanzteile sollten für progressives Stanzen mit mehreren Stationen geeignet sein
1. Die Ausgabe und Charge der verarbeiteten Hardware-Splitterteile sollte groß genug sein.
2. Die Materialeigenschaften der Mehrstations-Progressivdüse sind niedriger als bei anderen Düsen.
3. Der akkumulierte Fehler zwischen der Vorschubgenauigkeit und jedem Prozessschritt verringert nicht die Präzision des Präzisionsschrapnells.
4. Die Form des Präzisionsschrapnells ist kompliziert und es ist nicht einfach, die Teile nach dem Stanzen zu lokalisieren. Die progressive Matrize mit mehreren Stationen ist die idealste.








