Continuous Die Stamping Precision Shrapnel Supplier
- PRODUCT DETAIL
Continuous die stamping refers to the use of strip-shaped stamping raw materials during the stamping process of the press. On a pair of molds, several different stations are used to simultaneously complete the cold stamping die for multiple stamping processes. Each time the die is stamped, the material belt moves at a fixed distance until the precision shrapnel is completed.
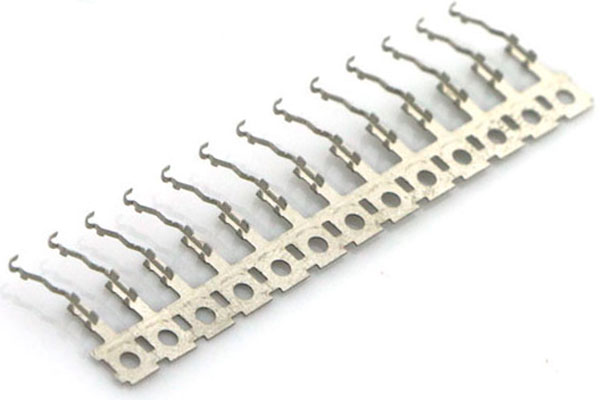
Continuous stamping die
Continuous die (also known as progressive die) refers to the stamping process in which the stamping machine completes multiple procedures at several different positions in one stroke. The precision shrapnel is gradually formed in a continuous mold. Continuous stamping is a stamping process with concentrated processes, which can complete various processes such as trimming, cutting, grooving, punching, plastic deformation, blanking, etc., on a single mold. According to the actual needs of punching precision shrapnel, a number of stamping processes (called stations in the progressive die) are arranged in a certain order for continuous stamping. It can not only complete the blanking process, but also complete the forming process, and even complete the connector assembly process. Many complex stamping parts that require multi-process stamping can be completely formed on a pair of molds, which provides favorable conditions for high-speed automatic stamping. It can be seen that the continuous die is a punching die with many stations and high efficiency.
This kind of fixed distance method is mostly used for the punching of thicker sheets, holes in the punching parts, and terminal shrapnel with a precision lower than ITl2. It is not suitable for soft materials or blanking parts with a thickness of less than 0.3mm, and not suitable for blanking parts with a hole diameter of less than 1.5mm or a small blanking punch.
Using this kind of progressive mold, when the shape of the terminal elastic piece is not suitable for positioning with the guide pin, the process hole can be punched out of the waste part on the strip. Use the guide pins installed on the fixed plate of the punch to carry out the guide.
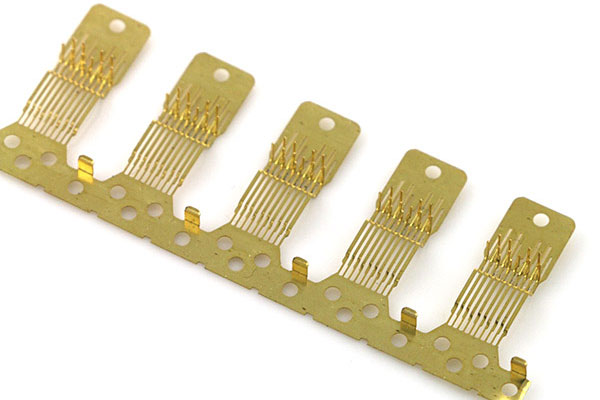
Progressive die stamping metal shrapnel
Whether the hardware shrapnel adopts a multi-station continuous die should consider the following aspects:
(1) Design, production and maintenance of continuous molds
The structure of the multi-station continuous mold is quite complicated, and the manufacturing accuracy is much higher than that of the general mold. After each batch production, it must be overhauled, sharpened, and tested before being put into storage for use. Some small punches must be replaced in time after the inserts are worn or damaged. For the multi-station continuous die for bending, deep drawing and forming, when sharpening the edge of the punch and die, the relative height of other parts should be corrected at the same time. For the multi-station continuous die for bending, deep drawing, and forming, the height of the punch and the die is often different, so the relative difference required by the original design must be maintained after sharpening. Must have a certain technical level of maintenance workers and the necessary more sophisticated special equipment.

(2) Applicable stamping equipment
The stamping equipment used by the progressive die should have sufficient strength, rigidity, power, precision, a large work surface and a reliable braking system. The stroke of the punch should not be too large to ensure that the progressive die set guide system does not disengage when it works. Generally, work should be performed below 80% of the nominal pressure of the stamping equipment. The multi-station progressive die should be equipped with a detection mechanism for strip feeding failure. After the detection mechanism sends a signal, the brake system must be able to stop the press immediately to avoid damage to the mold or machine tool.
(3) Good stamping processing materials
In the process of progressive die punching, intermediate annealing cannot be carried out, and it is inconvenient to increase lubrication during processing. Therefore, the mechanical properties of stamping materials must be relatively stable. Each batch of materials entering the factory must be tested and inspected according to regulations;
Progressive die stamping has higher requirements on the width and thickness tolerances of the strips used, as well as the flatness of the edges, because they will directly affect the punching effect and the feeding of the strip.
(4) Stamping parts should be suitable for multi-station progressive die punching
The output and batch of processed hardware shrapnel parts should be large enough.
2. The mater Tial properties of the multi-station progressive die are lower than other die.
3. The accumulative error between feeding accuracy and each process step will not reduce the precision of precision shrapnel.
4. The shape of the precision shrapnel is complicated and it is not easy to locate the parts after punching. The multi-station progressive die is the most ideal.
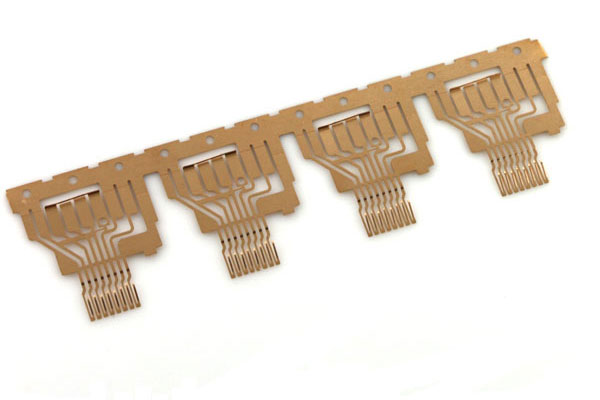
Continuous stamping die
Continuous die (also known as progressive die) refers to the stamping process in which the stamping machine completes multiple procedures at several different positions in one stroke. The precision shrapnel is gradually formed in a continuous mold. Continuous stamping is a stamping process with concentrated processes, which can complete various processes such as trimming, cutting, grooving, punching, plastic deformation, blanking, etc., on a single mold. According to the actual needs of punching precision shrapnel, a number of stamping processes (called stations in the progressive die) are arranged in a certain order for continuous stamping. It can not only complete the blanking process, but also complete the forming process, and even complete the connector assembly process. Many complex stamping parts that require multi-process stamping can be completely formed on a pair of molds, which provides favorable conditions for high-speed automatic stamping. It can be seen that the continuous die is a punching die with many stations and high efficiency.
Due to the large number of stations in progressive stamping dies, it is necessary to solve the problem of accurate positioning of strips or strips in order to ensure the quality of stamping parts. According to the characteristics of progressive mold positioning parts, it has the following typical structures:
Progressive die positioned with guide pins
The picture below is a progressive die for punching and blanking with a fixed distance from a guide pin. The distance between the punching punch 3 and the blanking punch 4 is the feeding step. When working, start with the stop pin to limit the initial position of the strip and punch the two holes on the first piece. After the initial stopper pin is reset under the action of the spring, the strip is fed one step further, and the fixed stopper pin is used for rough positioning. When blanking, two guide pins installed on the blanking punch are used for precise positioning. Ensure the relative position accuracy of the hole on the terminal shrapnel and the shape. While blanking, two more holes are punched out on the punching station, so that the punching is carried out gradually until the strip or strip is punched out. The fit of the guide pin and the blanking punch in the progressive die is H7/r6, and its connection should ensure that it is easy to assemble and disassemble when grinding the punch. Therefore, the hole for the blanking punch to install the guide pin is a through hole. The shape of the head of the guide pin should facilitate the insertion of the punched hole during the guide, and there should be a slight gap between it and the hole.
Progressive die positioned with guide pins
The picture below is a progressive die for punching and blanking with a fixed distance from a guide pin. The distance between the punching punch 3 and the blanking punch 4 is the feeding step. When working, start with the stop pin to limit the initial position of the strip and punch the two holes on the first piece. After the initial stopper pin is reset under the action of the spring, the strip is fed one step further, and the fixed stopper pin is used for rough positioning. When blanking, two guide pins installed on the blanking punch are used for precise positioning. Ensure the relative position accuracy of the hole on the terminal shrapnel and the shape. While blanking, two more holes are punched out on the punching station, so that the punching is carried out gradually until the strip or strip is punched out. The fit of the guide pin and the blanking punch in the progressive die is H7/r6, and its connection should ensure that it is easy to assemble and disassemble when grinding the punch. Therefore, the hole for the blanking punch to install the guide pin is a through hole. The shape of the head of the guide pin should facilitate the insertion of the punched hole during the guide, and there should be a slight gap between it and the hole.
Using this kind of progressive mold, when the shape of the terminal elastic piece is not suitable for positioning with the guide pin, the process hole can be punched out of the waste part on the strip. Use the guide pins installed on the fixed plate of the punch to carry out the guide.
Progressive die stamping metal shrapnel
Whether the hardware shrapnel adopts a multi-station continuous die should consider the following aspects:
(1) Design, production and maintenance of continuous molds
The structure of the multi-station continuous mold is quite complicated, and the manufacturing accuracy is much higher than that of the general mold. After each batch production, it must be overhauled, sharpened, and tested before being put into storage for use. Some small punches must be replaced in time after the inserts are worn or damaged. For the multi-station continuous die for bending, deep drawing and forming, when sharpening the edge of the punch and die, the relative height of other parts should be corrected at the same time. For the multi-station continuous die for bending, deep drawing, and forming, the height of the punch and the die is often different, so the relative difference required by the original design must be maintained after sharpening. Must have a certain technical level of maintenance workers and the necessary more sophisticated special equipment.
(2) Applicable stamping equipment
The stamping equipment used by the progressive die should have sufficient strength, rigidity, power, precision, a large work surface and a reliable braking system. The stroke of the punch should not be too large to ensure that the progressive die set guide system does not disengage when it works. Generally, work should be performed below 80% of the nominal pressure of the stamping equipment. The multi-station progressive die should be equipped with a detection mechanism for strip feeding failure. After the detection mechanism sends a signal, the brake system must be able to stop the press immediately to avoid damage to the mold or machine tool.
(3) Good stamping processing materials
In the process of progressive die punching, intermediate annealing cannot be carried out, and it is inconvenient to increase lubrication during processing. Therefore, the mechanical properties of stamping materials must be relatively stable. Each batch of materials entering the factory must be tested and inspected according to regulations;
Progressive die stamping has higher requirements on the width and thickness tolerances of the strips used, as well as the flatness of the edges, because they will directly affect the punching effect and the feeding of the strip.
(4) Stamping parts should be suitable for multi-station progressive die punching
The output and batch of processed hardware shrapnel parts should be large enough.
2. The mater Tial properties of the multi-station progressive die are lower than other die.
3. The accumulative error between feeding accuracy and each process step will not reduce the precision of precision shrapnel.
4. The shape of the precision shrapnel is complicated and it is not easy to locate the parts after punching. The multi-station progressive die is the most ideal.








